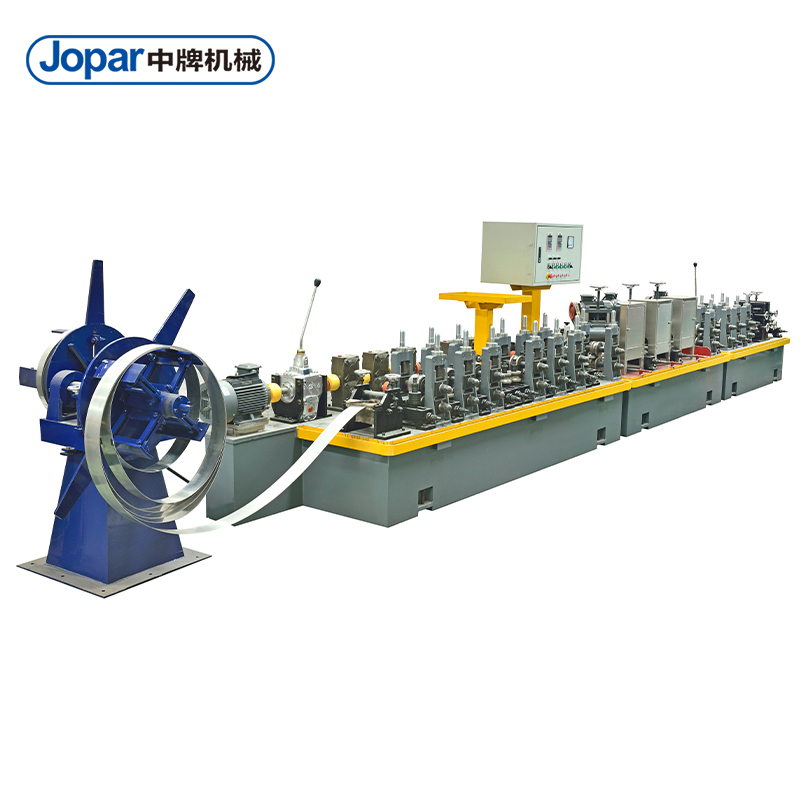
中牌不锈钢制管机直缝焊接钢管的工作原理
在现代钢铁生产中,钢管生产可以分为有缝管和无缝管两类。不锈钢管具有较高的弯曲强度、抗拉强度和良好的抗氧化性和耐热性;在折弯、扭转强度相同时,其质量较轻、壁值偏差小、成本低,在我国重工业、轻工业、建筑装饰等行业中得到广泛应用。所以,研究和开发不锈钢焊管的产品结构和生产工艺,提高焊接管质量具有重要意义。
优质不锈钢直缝焊管的生产工艺。
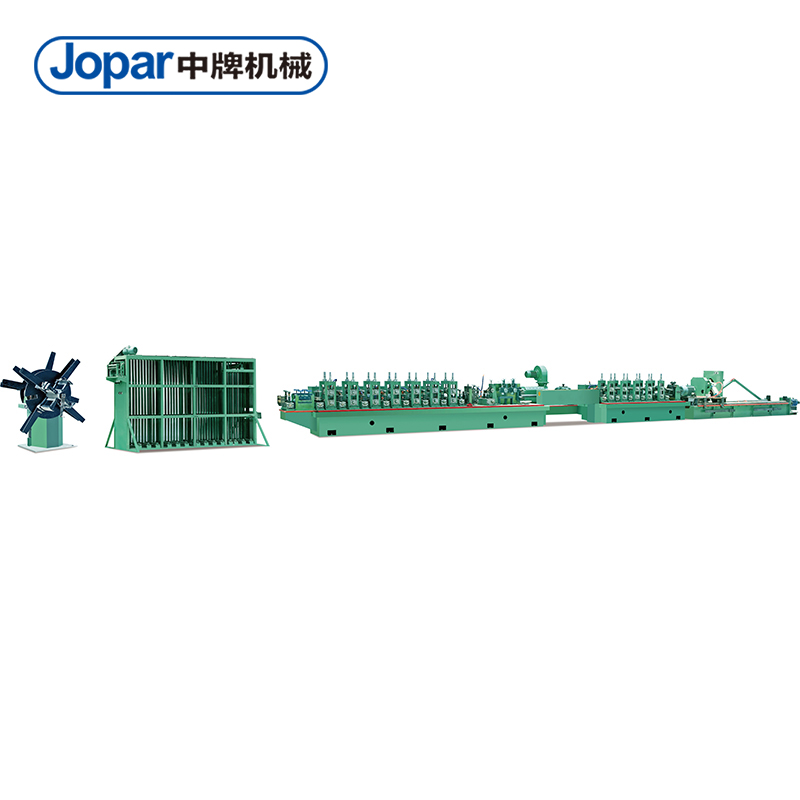
原料-开卷-管坯成型-连焊-焊缝整平-在线热处理-定径精整-在线检测-定尺切割-矫直-压力测试-清洗-成品检验-包装。
详细的工序生产工艺设计。
")
(一)原材料。
优质不锈钢无缝焊管采用的是冷轧不锈钢带料,要求其表面质量达到BA级。焊条边缘整齐,无毛刺,镰刀口、焊缝等影响焊机质量的缺陷。钢带材内部不能有结疤、层次感和杂质等缺陷,需要在氢气保护气氛下进行光良退火,使带材表面无氧化现象。带材的物理性能、化学成分必须符合要求。
钢带进厂使用前,必须对钢带进行详细检查。检测项目包括:带刚厚度,带刚宽度,带刚边的质量状况,外观。物性检测包括:抗拉强度、屈服强度、延伸率等,必要时应检查其晶粒度。焊管检验合格后方可使用。
㈡开卷。
在钢带材进入焊管机组前,需要用钢带材开卷机将其展开,比较钢带材与钢带材之间,需要加装矫平机构,以确保钢带材在平直状态进入焊管机组成型部位,顺利完成弯曲成形。
㈢管坯成型。
采用连续辊弯设备,使钢带在轧制过程中变形,制成开口管坯。在焊管单元中,钢带通过输入模块、粗轧模块、闭合模块等几个功能模块的共同作用,每一个模块分别用不同类型的轧辊实现对钢带不同部位的弯曲成形,最终使钢带由平面逐渐弯曲形成开口管坯,并做好焊接成管的准备。连轧机的成型设备一般是由9组平辊,中间隔8组平辊组成,前部4平辊和4立辊为粗轧道次,主事对钢带进行弯曲,其余部分属于封闭道次,完成钢带的闭合形成管状。
目前已能用专门的轧辊设计软件对轧辊进行精确设计,其中功能比齐全的轧辊设计软件应用较多,是德国DATa软件公司开发的轧管机辊型设计软件。本软件基于AutoCad软件,通过对各辊弯成型轧辊的精确设计,实现精确的成型控制,并通过软件的自带变形分析功能,模拟钢带的变形过程,消除设计过程中可能导致焊接缺陷的变形问题,提前进行优化设计。
㈣连续焊接。
钢带材经连续辊弯成形,制成开口管坯。采用T_T焊机连续焊制圆管。焊缝无飞边、无毛刺、焊道平坦是其优点。
采用氩气作为焊接保护气体,防止焊缝凝固、冷却前与氧接触发生氧化。在氩气进入管内起到保护内部焊缝的作用,焊接枪中氩气体用于保护钨极。为了防止熔池周围的熔池和焊缝处形成氩气保护层。
由于焊接工艺的限制,在承受高压下,可能会出现虚焊、偏焊、咬边、结疤等焊接缺陷,这些缺陷在承受高压力下会产生泄漏。
焊缝处无焊缝时,焊接过程属于自熔焊,不能出现减薄现象,减薄幅度不得超过焊缝面厚度的10%,否则会降低焊缝强度。
(五)整平机。
在一般低压流体环境下,由于焊接电流的冲击压力和重力的作用,导致管子内部有凸起,外部有凹陷,这种现象不会发生。如在高温、高压、高速流体环境下使用,会造成使用困难。这个缺点必须通过专用的同位素装置来消除。
其工作原理是:在焊管中安装一根比焊管小0.20mm的芯棒,芯棒通过焊绳与圆筒相连。芯棒固定在特定区域内,通过气缸的运动来移动。采用一组上下滚筒,在芯棒的长度范围内,垂直于滚筒位置,进行往复运动滚轧。采用芯棒与辊筒的轧制压力,消除凸起和凹陷,使焊缝处轮廓与管子轮廓相过渡。
焊缝整平时,焊缝内的粗大晶粒组织将被压缩,同时还能提高焊缝组织的密度和强度。
(六)整平机。
钢带材在进行辊弯成形时,会产生加工硬化,不利于后期加工,尤其是进行弯管加工时。焊缝焊缝组织粗大,尤其是在焊缝与母材的接缝处,存在着焊接应力,由于组织形态不同,在使用过程中可能造成安全隐患。需用助剂消除处理硬化,细化晶粒组织。
在氢气保护气氛下进行固溶处理,不锈钢加热至1050℃以上,经过一段时间的保温,就会使内部组织形态发生变化,形成均匀的奥氏体组织,在氢气保护气氛下,就不会发生氧化。
所用设备为在线光亮固溶(退火)装置。该装置连接辊弯成型机组,焊管同时在线进行光亮固溶处理,加热装置采用中频或高频电源快速加热。通过纯氢或氢气气氛通入保护。热处理后的HV硬度控制在180±20HV,满足了后期加工和使用的需要。
(七)定径精整。
焊接时,由于焊管的外径尺寸会发生变形,导致外径尺寸不能满足使用要求,需要对焊管进行定径精整。一般采用的定径磨机由4个平辊和4个侧辊组成,平辊为椭圆形(或圆形),侧辊为椭圆形(或圆形)。根据管的外径和壁厚的不同,定径值通常在0.20~0.50mm之间。管外径公差经定径精整后可控制在±0.05mm以内,完全能满足精度要求。
㈠网上探伤。
在一定压力下,并要求有一定的可靠性,仅靠压力检测很难发现其内部缺陷,因此需要具有更高的可靠性和更高的检测设备来保证其质量控制。现在比较成熟,普遍采用的是在线涡流探伤或长波探伤,阶段特征为长波高,实时100%在线检测。操作人员可根据报警信息随时修改焊接状态,减少不合格件的生产,并与在线标识系统配合,可对缺陷部位进行标识,并可利用标识系统自动对缺陷进行分离,实现过程控制。
㈡定尺切割。
采用在线切割设备上,根据客户要求的长度,定尺切割,可采用旋切(无屑)技术,与有屑切割相比,无屑切割具有无切毛刺的特点,在后期可不进行切割毛刺,节省制造成本的同时不会产生切屑。
无碎屑切割时,机床沿流水线方向,与切屑速度同步。夹持装置将切削刀片与焊管作轴心旋转,同时,在汽缸或液压缸的作用下,缓慢向径向移动,逐渐向管壁施加压力,直至切断管壁。
(十)矫正。
由轧辊弯型机生产的焊管直线度还不能满足使用要求,一般这种焊管的直线度需要控制在0.10/100mm。需用矫直机对焊管进行矫直,以满足产品要求。
㈡压力试验。
利用自动静压试验机,对焊管进行耐压试验,上料、冲水、试压、下料全部自动完成,保压一定时间后通过压差分选处不合格焊管。
㈡清洁和干燥。
焊接管机加工完毕后,需彻底清洗和干燥,清除残余于焊管内壁或外壁的污物,如油、液等,再进行热风焊,以防止运输和贮存过程中产生锈蚀。
33.成品检验。
全部工序结束后,在包装出货之前,对成品进行一次质量抽查,抽查的主要项目包括外径尺寸、直线度、长度、外观,机械性能主要是屈服强度、拉伸强度、硬度,同时抽查爆破试验,以检查管坯爆破时最低压力值是否符合客户要求。
(十四)包装。
将经检验合格的产品进行包装,做好焊管防护,防止在储运过程中出现划伤、触伤等安全隐患。将管道两端封闭,以防止灰尘、沙石或小动物进入管道。
由于钢管市场用量的不断增加,尤其是在某些高端领域,对低成本、高质量不锈钢管材的需求越来越强烈,采用了成熟的辊弯成型机组,进行焊管生产,采用先进的焊缝质量检测方法和设备,保证质量,生产出的高质量不锈钢直缝焊接钢管在成本、质量、可靠性、节能等方面将逐渐占领不锈钢无缝管的领域,以保证质量,提高产品质量,提高产品质量,提高产品质量。
针对不锈钢产业迎来特色经营时代,“专注品质,为客户创造价值”的经营理念,积极开展私人订制,为客户量身定做。不锈钢装饰制管机系列、不锈钢工业制管机系列均细分出高端机、精密机、普通机三个适销对路的档次,助力高端创新,满足不同需求。
产品关键词:装饰管制品管门花管异型管彩色管(6米)冲孔管压花管复合管卷板平板窄带彩板配件工业管及型材制管机抛光机切割台切割机成型机模具冲孔机包装机自动打磨电箱电柜自动化设备开发
产品创新,是外观的改变?还是产品多功能化的延伸?一家专注不锈钢制管机多年的老企业告诉你——是精度!一台制管机的精度和精度的维持时间才是它真正的核心,万变不离其中,创新更不能离开产品的核心。
产品关键词:装饰管制品管门花管异型管彩色管(6米)冲孔管压花管复合管卷板平板窄带彩板配件工业管及型材制管机抛光机切割台切割机成型机模具冲孔机包装机自动打磨电箱电柜自动化设备开发。
本文来源:中牌不锈钢制管机


同类文章排行
- 【中国正能量2021】策马雪原女副局长贺娇龙:最大的正能量是
- 不锈钢制管机厂家|2022年假通知
- 不锈钢制管机的正确操作方法都有哪些?
- 中牌不锈钢制管机操作使用教程
- 焊管机械设备怎样延伸机器寿命?
- 不锈钢焊管机揭秘不锈钢管出产流程
- 不锈钢焊管机职业变化是增加的时机
- 中牌不锈钢制管机直缝焊接钢管的工作原理
- 不锈钢制管机为你解析圆管抛光工艺
- 不锈钢制管机的正确操作方式
