焊接机器设备的智能化系统
管件在大家的日常日常生活无所不在,它被广泛运用于采暖、供电、原油和别的工业级液的运送,给我们的日常生活和生产制造产生了巨大的便捷。依照管件的成形加工工艺,无缝钢管可大概分成无缝管、高频焊管、直缝埋弧焊管、螺旋式埋弧焊管四种。按焊接方法可分成无缝钢管,直缝钢管和螺旋钢管。依据焊接方法的不一样,大家对直缝钢管与螺旋钢管开展了相对的较为。
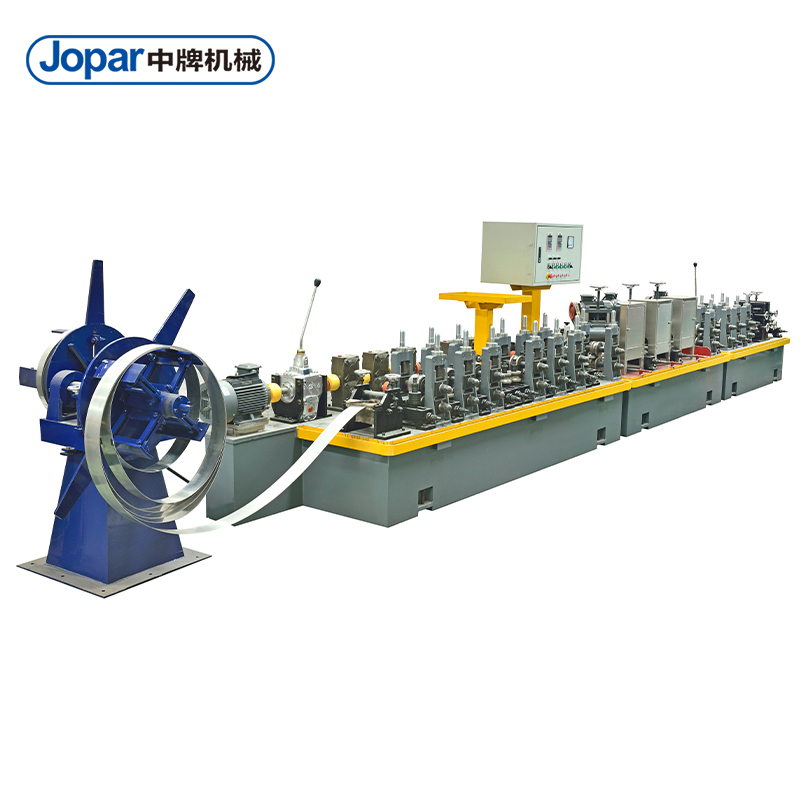
直缝管便是焊缝长短与竖向平行面的无缝钢管。普遍的有公英制电弧焊接管、电弧焊接厚壁管、变电器制冷输油管等。直缝焊接钢管生产工艺流程简易,生产制造高效率,低成本,发展趋势快速。
直缝钢管关键由不匀称制冷造成的残余应力.残余应力就是指在无外力下,热轧钢管各种各样横截面上均有自相态的地应力,一般槽钢的横截面规格越大,残余应力也就越大.残余应力尽管是自相态的,但对钢预制构件在外力下的特性却有一定的危害.如对形变、可靠性、缓解疲劳等都很有可能造成不好的危害;直缝钢管焊接后,其內部的非金属材料参杂被碾成片状,发生分层次状况.分层次使直缝钢管沿薄厚方位受拉特性比较严重恶变,且在焊缝收拢时,很有可能产生固层撕破.焊缝收拢造成的部分应变力常达屈服极限应变力的多倍,比载荷造成的应变力大很多,因而直缝焊接管的焊接缺点的产生概率也进一步提高,而直缝焊接处的焊接残余应力很大。
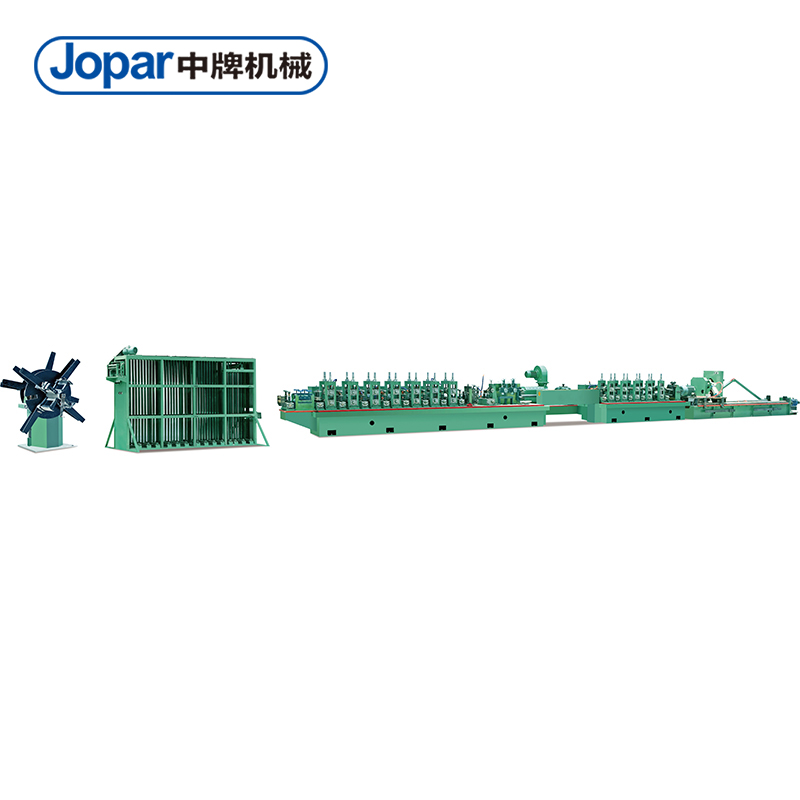
直缝埋弧焊管件选用两面埋弧焊加工工艺,静态数据焊接,焊缝性价比高,焊缝长短短,非常容易造成缺点。该无缝钢管适用载重量立杆、超大型跨距的钢架结构,适用大中型工程建筑、公路桥梁、河堤、深海服务平台等大中型建筑构造,也适用具备一定抗冲击工作能力的电塔杆桅构造。
直缝管道焊接设备中,因为开料板偏和板才晃动偏的危害,焊缝部位会持续转变 。现阶段应用的是人的眼睛观查,手工制作调整工作方式。人力资源调节发生了以下难题:
观察精密度较低:一般观察精密度在0.5mm之上。
人的反应速率比较慢:人的反应速度是一秒。
三、人的眼睛容易疲劳:双眼长期凝望,非常容易造成视觉效果和心理状态疲惫。
4.必须有专职人员开展即时调节,并且耗工量大,产品成本高。
对于以上难题,大家选用了智能产品替代人力实际操作,由人力调整变为自动调节,解放了人力资源,完成了一人多机实际操作。
可视性技术性的发展趋势愈来愈完善,自动化机械完成了无效劳动,但机器设备沒有“眼”,就没法完成智能化系统。所出示的焊缝追踪系统软件,可完成自动识别、自动调节。历经很多年的取得成功应用推广于焊接行业,完成了焊接机器设备的智能化系统。它已广泛运用于高压容器、集装箱制造、汽车工业、造船业公路桥梁、智能机器人焊接和直缝焊接等行业。